Описание товара
Оборудование для SAW сварки
· STANDART MZ 1000 (M308) предназначено для быстрой и качественной сварки за один проход продолжительных швов длиной от 20 мм до 12 м и толщиной свариваемого металла до 30 мм.
· Сварка осуществляется на постоянном токе с применением сплошных и порошковых проволок диаметром от 3 до 5 мм
· Оборудование представляет собой мощный инверторный источник питания и передвижную каретку, на которую установлены механизм подачи проволоки, 25-ти килограммовая кассета с проволокой, бункер со сварочным флюсом и блок управления
Качественная автоматизированная сварка
· Сварочный инвертор способен выполнять автоматическую сварку под флюсом внахлест, сваривать тавровые, угловые и стыковые соединения
· Оборудование позволяет сваривать кольцевые швы путем применения дополнительного вращателя, при этом сварочный трактор выступает в роли подвесной головки
Ключевые особенности
· Функция памяти на 100 сварочных режимов
· Предварительная подача проволоки
· Ручной и автоматический режимы начала движения каретки
· Автоматический режим сварки без движения каретки
· Старт сварки «Протяжкой» и «Касанием» для SAW
· Возможность корректировать погрешность скорости сварки (движения сварочного трактора)
· Плата управления сварочного трактора обработана слоем специального силикона, что позволяет работать в особо запыленных или влажных помещениях
Удобное управление
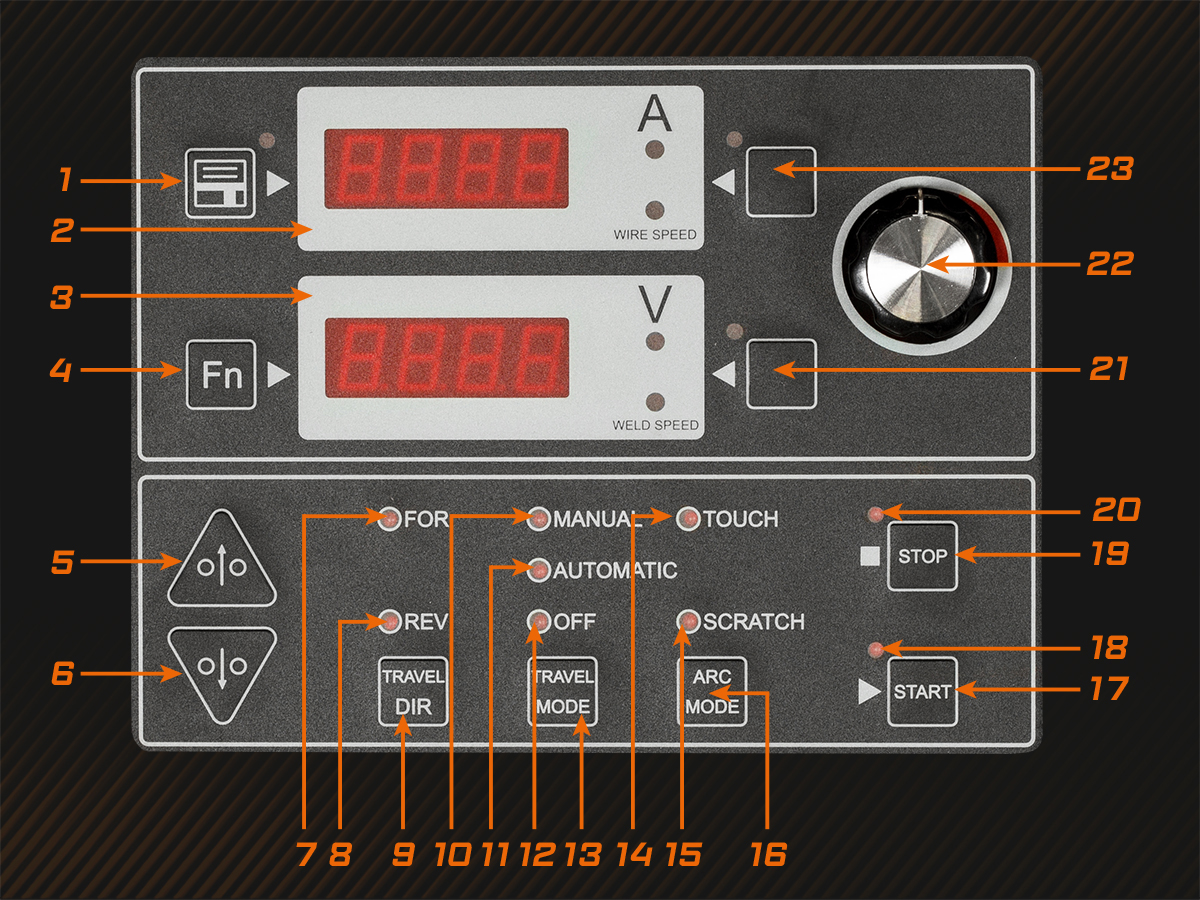
1. Кнопка программирования, используется для выбора программ сварки. Количество программ -100 шт. Запоминание происходит после окончания сварочного процесса
2. Индикатор параметров сварки №1
3. Индикатор параметров сварки №2
4. Кнопка выбора дополнительных параметров сварки: F-DS – регулировка скорости подачи проволоки вперед до сварки; F-DC – регулировка скорости подачи проволоки назад до сварки; F-LO – регулировка скорости подачи проволоки перед сваркой; F-bC – регулировка скорости обратной подачи проволоки после окончания сварочного процесса
5. Кнопка включения предварительной подачи проволоки (вверх)
6. Кнопка включения предварительной подачи проволоки (вниз)
7. Индикатор направления движения трактора (вперед)
8. Индикатор направления движения трактора (назад)
9. Кнопка переключения направления трактора
10. Индикатор ручного режима. Используется для позиционирования трактора относительно изделия и настройки параметров сварки
11. Индикатор автоматического режима. При нажатии кнопки «СТАРТ» начинается сварочный процесс
12. Индикатор автоматического режима без движения каретки. При нажатии кнопки «СТАРТ» начинается сварочный процесс, но сварочный трактор стоит на месте
13. Кнопка переключения режима трактора (ручной, автоматический, автоматический без движения каретки)
14. Старт сварки «Касанием». При нажатии кнопки «СТАРТ» сначала подается проволока и напряжение. Трактор начинает движение только тогда, когда начинается сварочный процесс (короткое замыкание сварочной проволоки на деталь)
15. Старт сварки «Протяжкой». При нажатии кнопки «СТАРТ» одновременно начинаются подача проволоки, движение тележки и сварка
16. Кнопка переключения старта сварки
17. Кнопка старта сварки
18. Индикатор старта сварки
19. Кнопка «СТОП»
20. Индикатор остановки сварочного процесса
21. Кнопка выбора режимов сварки: напряжение, скорость сварки (при выбранном режиме CV или СС на источнике питания)
22. Регулятор параметров сварки.
23. Кнопка выбора режимов сварки: сила тока, скорость подачи проволоки
Режимы сварки
Режим сварки SAW DC CV | Да |
Режим сварки SAW DC CC | Да |
Режим сварки MMA DC | Да |
Технические характеристики источника
Напряжение питающей сети | 380 В |
Диапазон сетевого напряжения | 320–430 В |
Частота питающей сети | 50 Гц |
Количество фаз | 3 фазы |
Потребляемый ток | 79 А |
Потребляемая мощность SAW | 52 кВа |
Потребляемая мощность MMA | 52 кВа |
Сварочный ток SAW | 100–1000 А |
Сварочный ток MMA | 100–1000 А |
Рабочее напряжение SAW | 24–44 В |
Рабочее напряжение MMA | 24–44 В |
Напряжение холостого хода SAW | 79 В |
Напряжение холостого хода MMA | 79 В |
ПН (40°C) | 100 % |
Сварочный ток при ПН, 100%, SAW | 1000 А |
Сварочный ток при ПН, 100%, MMA | 1000 А |
Диаметр электрода MMA | 1.5–6 мм |
Технические характеристики сварочного трактора
Диаметр сварочной проволоки SAW | 2.0 мм/2.4 мм/3.0 мм/3.2 мм/4.0 мм/5.0 мм |
Емкость барабана проволоки | 30 кг |
Объем контейнера флюса | 6 л |
Скорость подачи проволоки | 30–300 см/мин |
Скорость сварки | 10–150см/ мин; |
Количество роликов | 4 шт |
Высота регулировки сварочной головки | 100 мм |
Высота регулировки вертикальной колонны | 70 мм |
Высота регулировки поперечной балки | 100 мм |
Угол поворота поперечной балки вокруг вертикальной колонны | 90 ° |
Угол наклона горелки | 45 ° |
Максимальная масса катушки | 20 кг |
Внутренний диаметр барабана проволоки | 300 мм |
Дополнительные функции SAW
Старт сварки «Протяжкой» | Да |
Старт сварки «Касанием» | Да |
Предварительная подача проволоки | Да |
Автоматический режим сварки без движения каретки | Да |
Функция «Определение контакта массы» | Да |
Регулируемый ток Hot Start | Да |
Регулируемый ARC Force | Да |
Функция «Плавный старт» | Да |
Дополнительные функции MMA
Регулируемый Hot Start | Да |
Регулируемый ARC Force | Да |
Воздушно-дуговая строжка | Да |
Конструктивные решения
Тип изготовления | Комбинированный |
Тип транзисторов | IGBT модули |
Тип управления | Процессорное цифровое |
Базовые характеристики
Коэффициент мощности | 0.9 |
КПД | 85 % |
Класс изоляции | F |
Степень защиты | IP 21 |
Температура эксплуатации | –5…+40 °C |
Габаритные размеры источника | 890×400×811 мм |
Вес источника | 115 кг |
Габаритные размеры трактора | 1030×470×730 мм |
Вес трактора | 56 кг |
Панельные соединения
Характеристика | Значение |
Силовые выходы | Шина под болт М10 |
Разъем управления | 10 pin |




































")
 BLACK (маска+краги)")
")
")
")
")
")
")
")
")
 BLACK")
")
")
")
")

